
PCB中小批量快速服务商
快极速体验
-
1-5M/48h 出货
5-10M/72h 出货
10-50M/96h 出货
-
10-20万点内/48h 出货
20-50万点内/72h 出货
50-100万点内/96h 出货
-
品牌授权代理分销
电子元件一站式bom配单
PCB+PCBA+元器件

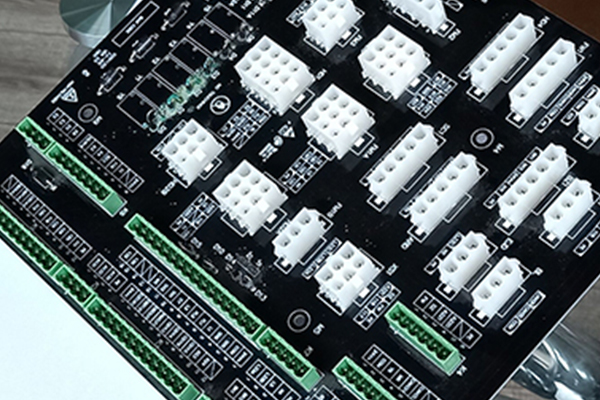
厂家PCB打样PCB布局规则1、在通常情况下,所有的元件均应布置在电路板的同一面上,只有顶层元件过密时,PCB打样生产厂才能将一些高度有限并且发热量小的器件,如贴片电阻、贴片电容、贴片IC等放在底层。2、在保证电气性能的前提下,元件应放置在栅格上且相互平行或垂直排列,以求整齐、美观,在一般情况下不允许元件重叠;元件排列要紧凑,元件在整个版面上应分布均匀、疏密一致。3、电路板上不同组件相临焊盘图形之间的最小间距应在1MM以上。4、离电路板边缘一般不小于2MM.电路板的最佳形状为矩形,长宽比为3:2或4:3.电路板面尺大于200MM乘150MM时,应考虑电路板所能承受的机械强度。PCB设计设置技巧PCB设计在不同阶段需要进行不同的各点设置,在布局阶段可以采用大格点进行器件布局;对于IC、非定位接插件等大器件,可以选用50~100mil的格点精度进行布局,而对于电阻电容和电感等无源小器件,可采用25mil的格点进行布局。大格点的精度有利于器件的对齐和布局的美观。PCB设计布局技巧在PCB的布局设计中要分析电路板的单元,依据起功能进行布局设计,对电路的全部元器件进行布局时,要符合以下原则:1、按照电路的流程安排各个功能电路单元的位置,使布局便于信号流通,并使信号尽可能保持一致的方向。2、以每个功能单元的核心元器件为中心,围绕他来进行布局。元器件应均匀、整体、紧凑的排列在PCB上,尽量减少和缩短各元器件之间的引线和连接。3、在高频下工作的电路,要考虑元器件之间的分布参数。一般电路应尽可能使元器件并行排列,这样不但美观,而且装旱容易,易于批量生产。

一个布局是否合理没有判断标准,可以采用一些相对简单的标准来判断布局的优劣。最常用的标准就是使飞线总长度尽可能短。一般来说,飞线总长度越短,意味着布线总长度也是越短(注意:这只是相对于大多数情况是正确的,并不是完全正确);走线越短,走线所占据的印制板面积也就越小,布通率越高。在走线尽可能短的同时,还必须考虑布线密度的问题。如何布局才能使飞线总长度最短并且保证布局密度不至于过高而不能实现是个很复杂的问题。因为,调整布局就是调整封装的放置位置,一个封装的焊盘往往和几个甚至几十个网络同时相关联,减小一个网络飞线长度可能会增长另一个网络的飞线长度。如何能够调整封装的位置到最佳点实在给不出太实用的标准,实际操作时,主要依靠设计者的经验观查屏幕显示的飞线是否简捷、有序和计算出的总长度是否最短。飞线是手工布局和布线的主要参考标准,手工调整布局时尽量使飞线走最短路径,手工布线时常常按照飞线指示的路径连接各个焊盘。Protel的飞线优化算法可以有效地解决飞线连接的最短路径问题。飞线的连接策略Protel提供了两种飞线连接方式供使用者选择:顺序飞线和最短树飞线。在布线参数设置中的飞线模式页可以设置飞线连接策略,应该选择最短树策略。动态飞线在有关飞线显示和控制一节中已经讲到: 执行显示网络飞线、显示封装飞线和显示全部飞线命令之一后飞线显示开关打开,执行隐含全部飞线命令后飞线显示开关关闭。
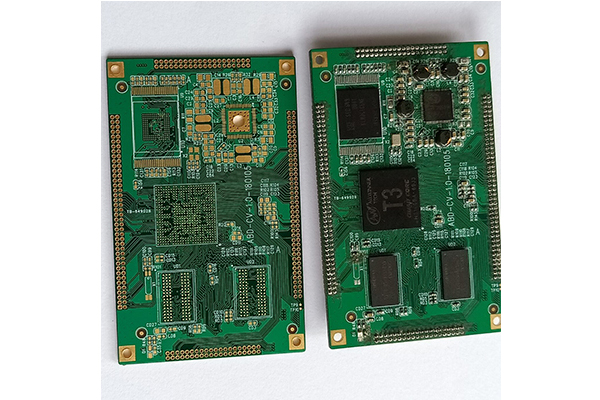
在基于信号完整性计算机分析的PCB设计方法中,最为核心的部分就是PCB板级信号完整性模型的建立,这是与传统的设计方法的区别之处。SI模型的正确性将决定设计的正确性,而SI模型的可建立性则决定了这种设计方法的可行性。目前构成器件模型的方法有两种:一种是从元器件的电学工作特性出发,把元器件看成‘黑盒子’,测量其端口的电气特性,提取器件模型,而不涉及器件的工作原理,称为行为级模型。这种模型的代表是IBIS模型和S参数。其优点是建模和使用简单方便,节约资源,适用范围广泛,特别是在高频、非线性、大功率的情况下行为级模型是一个选择。缺点是精度较差,一致性不能保证,受测试技术和精度的影响。另一种是以元器件的工作原理为基础,从元器件的数学方程式出发,得到的器件模型及模型参数与器件的物理工作原理有密切的关系。SPICE 模型是这种模型中应用最广泛的一种。其优点是精度较高,特别是随着建模手段的发展和半导体工艺的进步和规范,人们已可以在多种级别上提供这种模型,满足不同的精度需要。缺点是模型复杂,计算时间长。一般驱动器和接收器的模型由器件厂商提供,传输线的模型通常从场分析器中提取,封装和连接器的模型即可以由场分析器提取,又可以由制造厂商提供。在电子设计中已经有多种可以用于PCB板级信号完整性分析的模型,其中最为常用的有三种,分别是SPICE、IBIS和Verilog-AMS、VHDL-AMS。
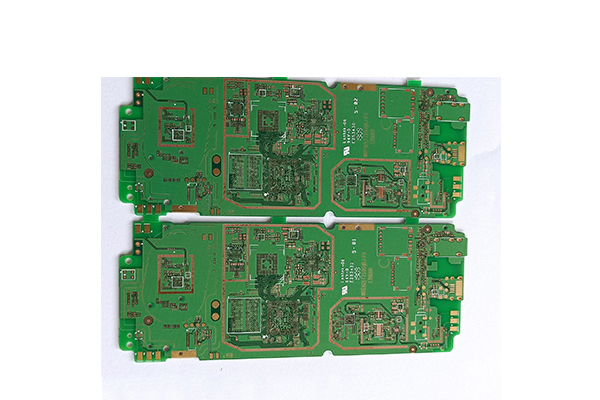
1)专门用于探测的测试焊盘的直径应该不小于0.9mm 。2) 测试焊盘周围的空间应大于0.6mm 而小于5mm 。如果元器件的高度大于6. 7mm,那么测试焊盘应置于该元器件5mm 以外。3) 在距离印制电路板边缘3mm 以内不要放置任何元器件或测试焊盘。4) 测试焊盘应放在一个网格中2.5mm孔的中心。如果有可能,允许使用标准探针和一个更可靠的固定装置。5) 不要依靠连接器指针的边缘来进行焊盘测试。测试探针很容易损坏镀金指针。6) 避免镀通孔-印制电路板两边的探查。把测试顶端通过孔放到印制电路板的非元器件/焊接面上。
日常维护与保养方法1、槽体的维护与保养垂直电镀线与水平电镀线的主要区别在于电路板的运送方式不同,而对于槽体的维护及保养方法本质上相差不大。7d要对各水洗槽进行一次清洗对酸洗槽,进行一次清洗并更换其槽液;对槽体内的喷淋装置进行一次检查,查看有无出现阻塞情况,对出现阻塞情况的要及时进行疏通;对镀铜槽、镀锡槽上的导电支座及阳极与火线接触位,进行一次清洁清洁时可用抹布擦拭及砂纸进行打磨;对镀铜槽、镀锡槽的钛篮、锡条篮进行一次检查,更换烂的钛篮袋、锡条篮,并添加铜球、锡条,在7d添加完铜球、锡条后,须对电镀铜槽、电镀锡槽进行电解。7d还要使用高、低电流方式进行试生产,使新添加铜球、锡条完后,生产的性能稳定后再进行生产。每90要对铜球及阳极袋进行一次清洗。每120~150d使用活性碳对槽液进行一次过滤清洁,滤去槽液中的杂质,对锡槽进行一次清洗。2、垂直电镀线振动机构的维护与保养在垂直电镀上,为保证电镀时面铜的均匀性及孔铜的效果,会对板进行振动摇摆,槽体上会有振动摇摆机构。30d要对减速机进行检查,看其是否运转正常,检查其紧固性;要检查震动安装马达螺栓的紧固性;检查震动橡胶的磨损情况,对于磨损比较严重的,要进行及时的更换。180d对接线盒内的电源线接触情形进行检查,对出现接头松动要及时加以紧固,对电线绝缘层熔化或老化的电源线,要及时进行更换电源线,保证电源线之间的绝缘性;要对振动机构上的所有轴承进行一次检查,上一次润滑脂,对严重磨损的轴承要进行及时的更换。3、垂直电镀线行车的维护与保养垂直电镀线是采用行车、挂具对电路板进行传送。每周要对吊车及挂具进行一次清洁(行车及挂具不用拆卸),使其外观保持整洁,清洁时可使用抹布抹洗,并使用砂纸打磨。30d对挂具进行一次检查,查看挂具的破损情况;对行车的电机及减速机进行一次检查和维护,查看其整个传动装置,保证其正常运行。180d对行车及挂具进行一次深入的清洁及保养,要将挂具从行车上拆卸下来进行清洁。



